联系我们
- 电话/微信:18520902353
- 客服QQ:3597831168
- 邮箱:info@wemaxnano.com
- 地址:广东省佛山市南海区狮山镇长兴西路12号建发风梅岭产业园9号楼

一、研究背景
传统的化学加热广泛依赖于来自外部设备的对流和传热过程,例如套管容器或通过热交换器的蒸汽然而,这种策略需要很大的温度梯度,特别是在反应物的大量加热和催化剂活化过程中,这会导致更高的建设和运营成本,以及更大的设备占地面积在脱碳和提高能源效率的迫切需求的推动下,电气化,包括电化学和电热过程,正在成为化工行业的变革范例。近年来,焦耳加热作为一种紧急电气化热辅助方法已被证明具有均匀的热场和精确的温度控制。与传统的本体加热不同,焦耳加热是由内部电热衬底引起的,可以用来改善电热催化。电热催化方面,可以实现反应界面加热,具有优越的电热转换效率和突出的升温速率。局部焦耳加热仅在催化剂与反应物之间的反应界面上被激活,避免了体相热扩散的不可控限制,同时有利于反应速率和选择性催化。由于优异的电热转换效率,焦耳加热反应系统可以与电力程序反应相结合,以扩大可再生电力的可用性。目前,这种焦耳加热策略被认为是最有前途的电气化过程方法,已成功应用于各种典型反应,包括甲烷重整/热解、合成氨、CO2还原、烟尘燃烧和废塑料回收。然而,目前的电热催化技术主要是对气体小分子的转化,而精细化学品的生产仍然局限于传统的电化学和热化学技术。
羧酸和醇之间的酯化反应在化学、香料和制药等许多工业中起着举足轻重的作用这一过程被广泛用于化学原料、生物柴油、香料、药物等的合成然而,由于其固有的高可逆性和低反应性,酯化工艺的实用性面临挑战,导致总收率有限。例如,在传统的乙酸乙酯(EA)生产中,在反应物摩尔比为1:1 (EtOH:AcOH)时,乙酸(AcOH)的平衡转化率被限制在62.5%提高平衡转化率的努力通常涉及添加过量乙醇(EtOH)和引入脱水剂,如浓硫酸或甲苯。这些辅助试剂不仅增加了反应成本,而且使产物分离过程复杂化。此外,酯化反应还需要提高温度(60-225°C)来加快反应动力学,这通常是通过大量加热方法实现的,其中催化剂和反应物同时加热到所需的温度(图1a)由于酯化反应主要发生在催化位点,大量的热量被散装相的反应物和生成物吸收,导致能量耗散大在这里,我们介绍了一种利用新型焦耳加热界面催化(JIC)系统的电气化酯化方法(图1b)。与传统的本体加热(CBH)系统相比,JIC系统巧妙地结合了界面催化和焦耳加热蒸发技术,有效地推动了酯化反应的进行。JIC系统中的反应物通过毛细效应被泵送到催化部位。此后,电热过程产生的焦耳热仅作用于催化界面,显著避免了体溶液中热扩散引起的热损失。同时,可以有效地分离产物,促进酯化反应向前进行,从而打破了传统酯化反应的理论平衡限制。如图1b所示,JIC体系主要由多孔导电衬底和支撑界面催化剂组成,其中JIC体系与反应液表面相互作用。如图1b所示,反应物可以沿着多孔导电载体的表面迅速扩散,在局部焦耳加热的催化位点发生酯化反应。随后,产物如酯和水通过焦耳加热蒸发从催化界面分离。在这种情况下,焦耳加热的快速热响应和精确的温度控制使催化界面快速达到目标反应温度,从而最大限度地提高了加热效率,最大限度地减少了能耗。此外,采用来自导电基板的焦耳热消除了传统的批量加热设备的需要,使JIC系统实现了高集成度和小型化。
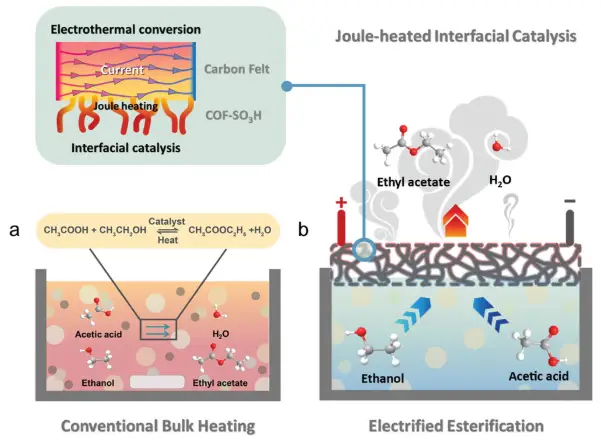
图1.比较乙酸乙酯制备方法的示意图。a)常规批量加热(CBH)方法。b)用于电气化的焦耳加热界面催化(JIC)系统。焦耳加热界面催化的局部放大细节。
在这项工作中,我们开发了一种设计合理的JIC反应器(COF─SO3H@CF),其中包括碳毡(CF)作为导电载体和亲水性磺酸功能化的共价有机骨架(COF─SO3H)作为带电酯化的界面催化剂。采用COF─SO3H@CF反应器进行AcOH的电催化酯化反应,达到了80.5%的平衡转化率,比理论平衡极限(62.5%)高出1.29倍,且不需要额外的试剂。在加热功率密度为0.49 W cm−3,反应物摩尔比(EtOH:AcOH)为1:1的条件下实现了这一过程。分离后的蒸汽中EA含量较高(88.2%),EtOH含量较低(11.8%),有利于后续产品的纯化。除了电酯化的固有优势外,我们的实验和理论发现揭示了醇的COF - SO3H和- OH基团之间的氢键相互作用的关键作用。由于COF─SO3H的─SO3H基团与EtOH的─OH基团之间的静电相互作用和氢键增强,EtOH与COF─SO3H之间的结合力更强,蒸发更少。这种方法在催化位点附近保持较高浓度的反应物,同时保持较低浓度的产物,从而促进酯化过程。此外,我们还证明了JIC体系(COF─SO3H@CF)在其他酯化反应中的通用性。这种方法代表了酯化过程的重大进步,提供了更高的效率和精确的温度控制,同时降低了能耗。
二、摘要
酯化反应在化学、香料和制药等行业中至关重要,但由于高可逆性和低反应性,往往面临限制,导致产量有限。在这项工作中,提出了一种利用焦耳加热界面催化(JIC)系统的电气化酯化途径,其中在碳毡(COF─SO3H@CF)上生长的亲水,磺酸功能化的共价有机框架作为界面催化剂,碳毡作为电热源。该方法在加热功率密度为0.49 W cm-3时,通过气化反应产物无需额外试剂,乙酸转化率达到80.5%,比理论平衡极限62.5%高出1.29倍。综合分析表明,电热源与COF─SO3H催化剂之间的密切接触,可以直接在催化部位实现高效、局部焦耳加热,最大限度地减少热损失,并实现对反应界面的精确控制。这一发现表明,该JIC系统不仅提高了酯化效率,而且可能为高收率化学过程提供可持续的、节能的途径。
三、结论
综上所述,我们通过简单的水热法成功制备了具有丰富酸位的COF─SO3H@CF催化剂,并将其应用于构建高级电催化酯化的JIC体系,实现了高转化率和高能效。优化反应条件后,在加热功率密度为0.49 W cm−3时,AcOH的转化率高达80.5%,无需添加试剂,超过了酯化反应的化学平衡限制。通过有限元模拟、蒸发速率实验、ATR-SEIRAS光谱和DFT计算等综合分析表明,催化界面处的焦耳热效应促进了JIC体系中产物的快速蒸发。这使催化剂周围的反应物浓度保持较高,同时使产物浓度保持较低,从而加速酯化过程。这项工作不仅显著提高了酯化平衡转化率,而且降低了能耗。
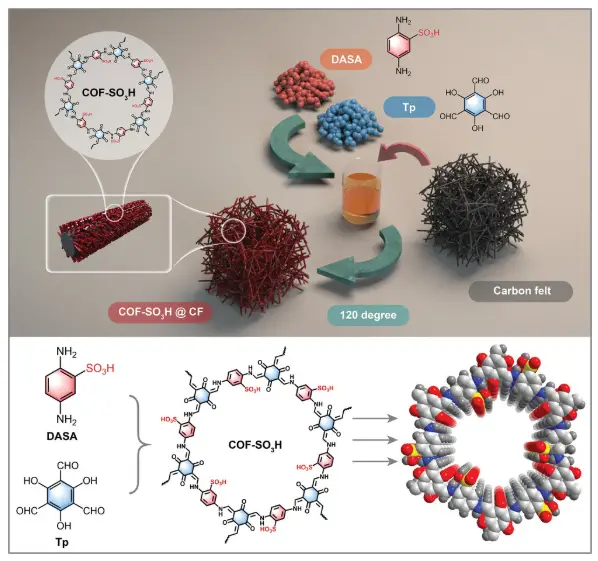
图2.COF─SO3H@CF电催化酯化催化剂的制备工艺示意图。-SO3H基团用红色突出显示。

联系客服二维码

纳米纤维及其应用

18520902353


info@wemaxnano.com